为了展现螺纹形增强纤维哪家好《运城》 当地 免费拿样产品的全方位优势,我们呈现了最新制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:运城螺纹形增强纤维哪家好《运城》 当地 免费拿样的图文介绍

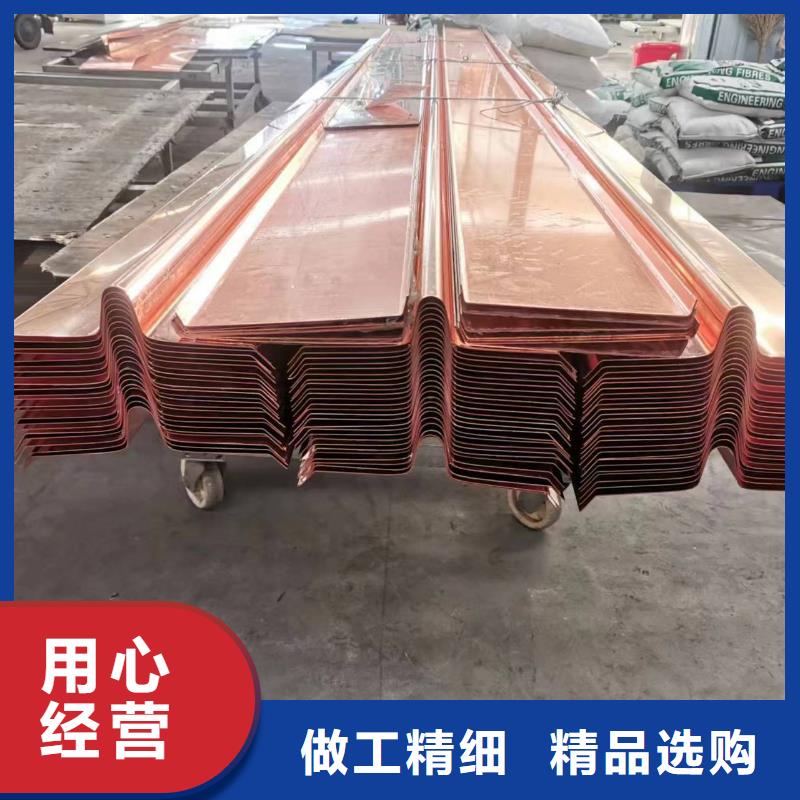
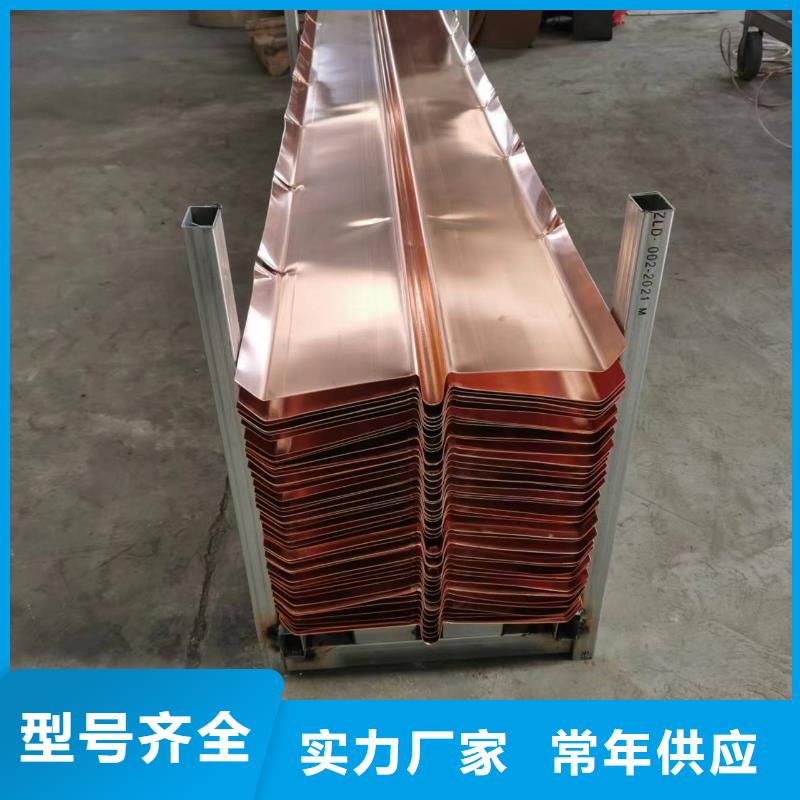
一、止水铜带之间的连接 止水铜带连接方式采用搭接焊接,焊接时采用紫铜焊条气焊,运城止水铜片双面焊接.气焊应预热,预热温度约为400℃~500℃,气焊时,使用硼酸盐、卤化物或二者的混合物作为焊剂,焰心离开工作表面的距离应保持在2mm~4mm,焊后沿焊缝两侧100mm范围内进行热锤击.水平止水之间连接时,搭接长度大于20mm,水平紫铜片与垂直紫铜片连接时,搭接长度大于70mm.焊接接头应保证表面光滑、无孔洞和缝隙、并检查是否有漏焊、欠焊等缺陷,保证紫铜止水不漏水. 二、紫铜止水与橡胶止水的连接 紫铜止水与橡胶止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70mm,粘接前,将橡胶止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝.粘接后,将表面用螺栓加铁板进行固定. 铜止水作为水工项目中影响整个项目的重要环节,其质量是整个项目进场检查中的重中之重。进场检查时,需要关注止水铜片是否由紫铜加工生产而成。(由于紫铜止水材料昂贵,不乏有人以铜包钢的形式滥竽充数)检查方法可以直接用磁铁或者通过划痕的形式检验。其次便是检查宽度、厚度以及铜鼻子、止水铜片立腿等尺寸是否符合设计标准。 在购买止水铜片的时候,直接在质量有保证的企业购买,便可省去不少的检查及麻烦。重庆融能公司提供的止水铜片,公司专业加工生产,可提供质检报告以及质量保。


止水铜片紫铜止水焊接,通常采用搭接焊的方式,运城止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。 采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。 但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。



金鸿耀工程材料有限公司成立多年以来,始终秉承“诚信为本、服务至上”的宗旨,公司所有 聚丙烯网状纤维、产品用料精良,通过服务获得客户的满意; 提高客户对 聚丙烯网状纤维、的信赖。 近年来,企业发展突飞猛进,生产规模迅速扩大, 聚丙烯网状纤维、产品质量稳步提高,各项管理逐步规范,销售额逐年猛增。我们愿以完善的质量体系, 勇于开拓、高信誉与各地区的客商携手合作,开创美好未来!






 扫一扫
扫一扫