我们为您呈现了一部精彩绝伦的海州(本地)数控等离子切割机_板管两用激光切割机就近发货产品视频,让您感受产品的独特之处。
以下是:海州海州(本地)数控等离子切割机_板管两用激光切割机就近发货的图文介绍
数控等离子切割机_板管两用激光切割机就近发货")
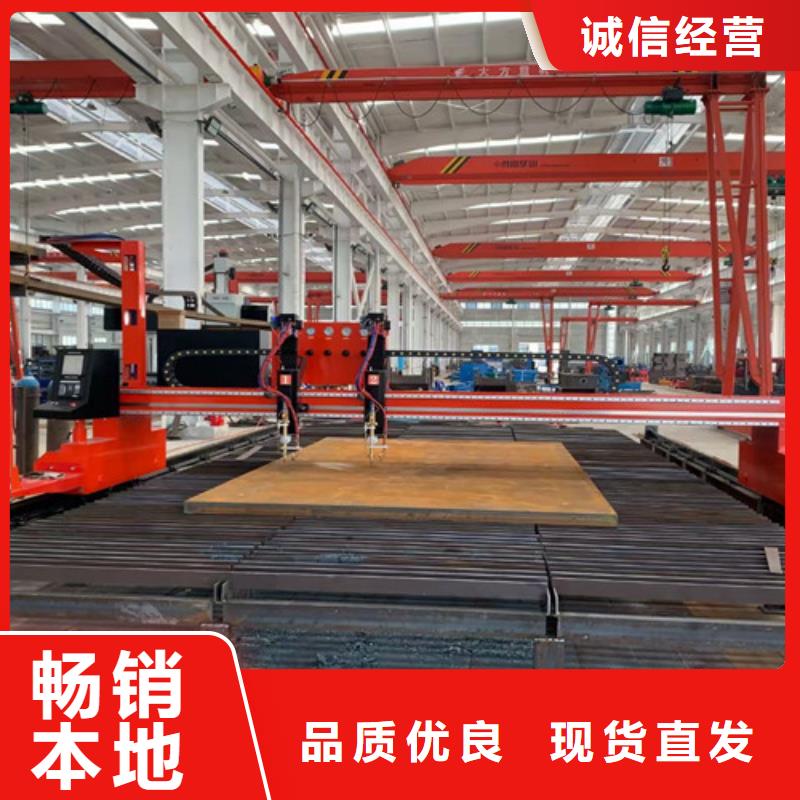
数控等离子切割机系统具有的优势
专用数控系统应用于等离子弧切割,相比火焰切割将存在质的不一样,很多用户都不明白这点。业内人士都晓得切割专用数控系统关于切割零件的轮廓速度控制与切割技术的需求永远是对立的。
切割技术通常需求对于所切割的零件轮廓速度要相同,可是又为了确保机床的切割平稳又必须在各个角落处进行减速、加快操作,然后会带来在角落处的切割质量降低。
关于火焰切割,因为切割速度是十分慢的,所以对各个角落处的切割质量影响不大,而关于等离子弧切割,跟着切割速度越大,各个角落处的切割质量就越差,特别薄板切割就愈加显着了,所以关于数控系统就提出了更高需求。
在切割前进行角落处速度预处理,依据角落线段的相交角和系统参数"离心加快度"以及当时设定的切割速度来归纳计算角落处应减到的速度,然后尽量保持切割速度。就象开车,在不一样大小的转弯处,采纳不一样的速度,而国内大多数系统没有角落处速度预处理功能,因此用户能够很简单依据角落的速度改变来判别系统的好坏。
数控等离子切割机_板管两用激光切割机就近发货")
数控等离子切割机_板管两用激光切割机就近发货")
华宇诚数控科技有限公司始终坚持以用户至上,质量至上,信誉至上,服务至上为经营方针,我们将以优良的 光纤激光切割机排名、产品和好的服务与各界朋友真诚合作,共图发展,并且以优越的条件与贡献社会的理念,竭诚欢迎广大新老客户来我公司视察,探讨合作,我们将竭尽全力为您提供服务,携手共进,共创辉煌!
数控等离子切割机_板管两用激光切割机就近发货")
数控等离子切割机_板管两用激光切割机就近发货")
数控等离子切割机_板管两用激光切割机就近发货")
等离子切割技术是以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高气流将已熔化的金属吹走、形成狭窄切缝。在传统的数控等离子切割机加工方式上,有70%以上的用户所接触和了解的都仅仅只是空气等离子切割工艺,当然,这也是由于空气等离子切割所具有的成本优势使得国内大多数用户企业难以接触更为优秀的等离子切割技术。以嘉倍德科技迅锋系列数控等离子切割机为代表的品牌设备制造商来看,数控等离子切割机在技术方面是集等离子切割技术、逆变电源技术、数控技术于一体建立在计算机控制、等离子弧特性研究、电力电子等学科共同进步基础之上的机械设备。等离子切割加工技术应用目前已在相关行业中得到广泛普及,从切割原理来说,不同类型的等离子切割机设备之间并无太大区别,之所以导致出现切割加工质量的差异,一方面取决于不同种类等离子切割机设备自身的质量及运行精度,另一方面则表现在选购的等离子切割机电源。以数控等离子切割机为例,在使用过程中因所选用的电源不同,其切割效果有普通与精细之分,加上设计结构的不同,综合反映在切割质量区别相对明显,这里武汉嘉倍德科技将为大家简要比较一下两类等离子切割机设备的区别。1. 类激光精细数控等离子切割机精细等离子弧电流密度很高,通常是普通等离子弧电流密度的数倍,由于引进了诸如旋转磁场等技术,其电弧的稳定性也得以提高,因此,其切割精度相当高。国产的Rapier精细等离子切割表面质量已达激光切割的下限,成本远低于激光切割。精细等离子目前较普通机用等离子价格要高很多,但是比激光切割机还是要便宜,而且精度也是激光切割机的下线,目前进口类代表主要有德国凯尔贝类激光精细等离子电源,美国飞马特精细等离子电源,美国海宝精细等离子电源,美国凯博精细等离子电源,国产类代表Rapier精细等离子切割电源。2. 空气数控等离子切割机根据所使用的主要工作气体,主要分为氩等离子弧切割、氧等离子弧切割和空气等离子弧切割等几类。切割电流一般在100A以下,切割厚度小于30mm。其价格较精细等离子电源价格要便宜,但是切割是的工件坡口度,毛刺和挂渣要多一些,客户购买时要了解自己加长的范围及精度要求,进口类主要代表有美国飞马通机用等离子电源,美国海宝普通机用等离子电源。
数控等离子切割机_板管两用激光切割机就近发货")
数控等离子切割机_板管两用激光切割机就近发货")
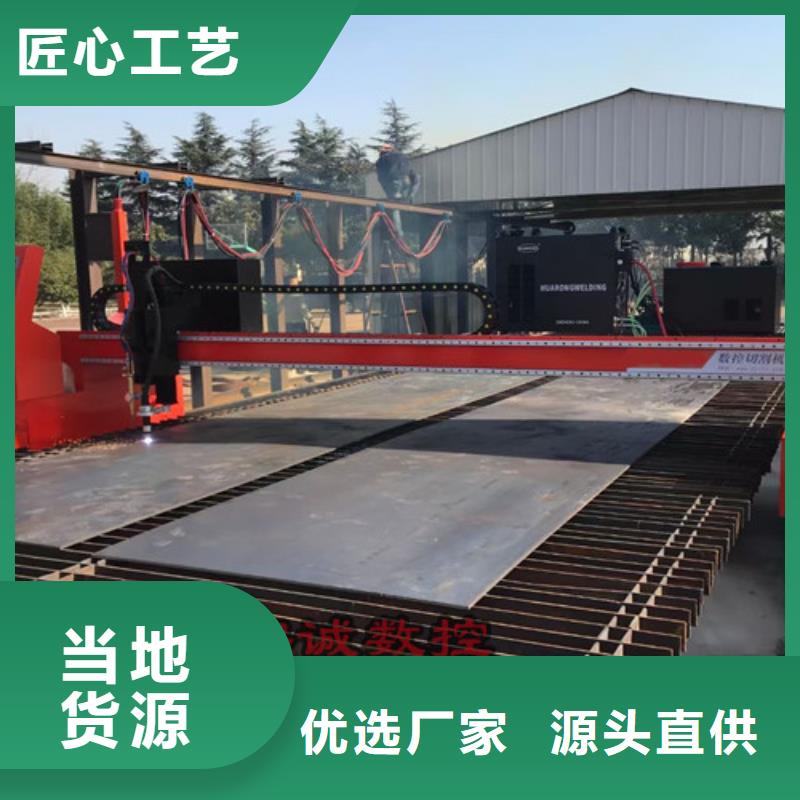
数控等离子切割机切割速度对切割质量不同
数控切割机和等离子电源结合起来就称为数控等离子切割机,用等离子切割容易产生破口,产生破口的原因有很多种,通常等离子数控切割机的 切割速度范围可按照设备说明选定或用试验来确定,但是由于待切割工件的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,所以等离子数控切割机的切割速度也有相应的变化。其主要表现为以下几点:
1、等离子数控切割机在切割速度适度地提高能改善切口质量时,即切口略有变窄,切口表面更平整,同时可减小变形。
2、等离子数控切割机在切割速度过快时使得切割的线能量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3、当等离子数控切割机在切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4、当等离子数控切割机在切割速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。
数控等离子切割机_板管两用激光切割机就近发货")
数控等离子切割机_板管两用激光切割机就近发货")
数控等离子切割机_板管两用激光切割机就近发货")



 扫一扫
扫一扫